The Vertical Machining Center (VMC) is the core of modern manufacturing. The spindle is the most critical part of this machine. It is often called the “heart” of the VMC. Spindle performance directly controls the factory’s output. A running spindle means the business is making money. A stopped spindle means high costs and lost profit.
The demand for high productivity is constant. Manufacturers must keep the spindle turning at all times. This is a big challenge. Our goal is to achieve maximum effective cutting time (Uptime). This requires more than just basic maintenance. It needs a complete, system-wide approach.
At DONGGUAN HIRUNG PRECISION MACHINERY CO., LTD, we understand this reality. We build VMCs with this goal in mind. We promise to deliver “truly high-quality” machines. Our machines ensure our customers get the best return on their investment. We present a Three-Dimensional Strategy now. This strategy covers hardware, maintenance, and process to guarantee peak spindle performance.
Solid Foundation – Hardware Quality and Design Assurance
Reliable spindle performance starts at the design stage. It is built into the machine. A VMC must have the right hardware to handle long-term, high-load operation. HIRUNG follows the philosophy of “Ten years of perseverance, a century of craftsmanship.” This belief ensures a strong foundation for every machine we build.
1.1 Powerful Spindle Systems for Metal Cutting Capability
The spindle system must be powerful. Power is needed for continuous, demanding cuts. We look at three key factors for this: power, torque, and rigidity.
Understanding Power, Torque, and Rigidity
- Power: This is how fast the machine can work. High horsepower (HP) or kilowatt (kW) ratings mean the machine can handle larger cuts.
- Torque: This is the turning force. High torque is vital for heavy roughing cuts. It lets the spindle maintain speed when the load increases.
- Rigidity: This is the machine’s resistance to deflection. High rigidity prevents vibration. It keeps the cutting process stable.
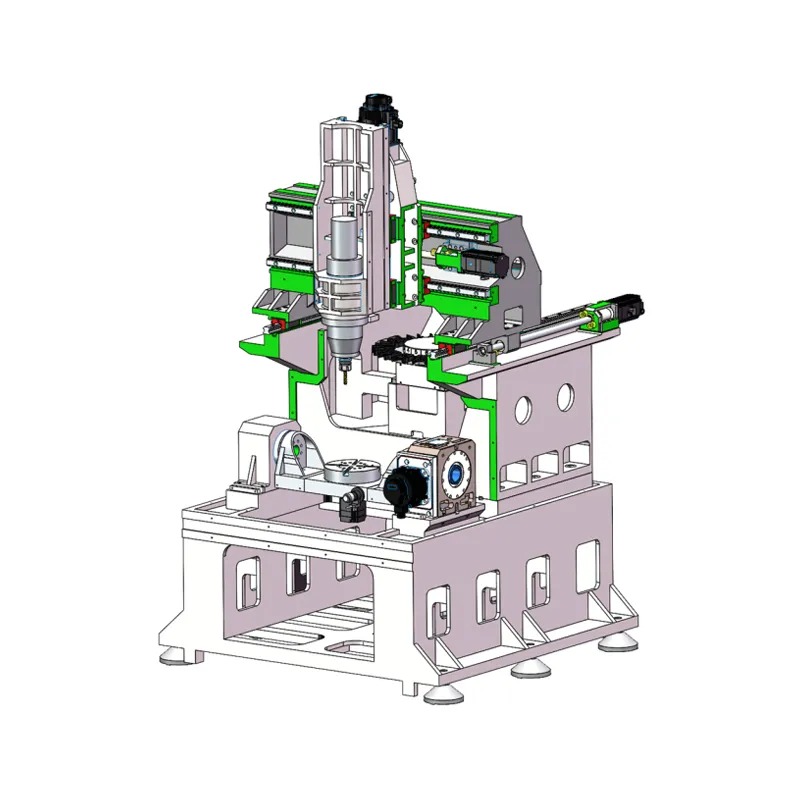
The EV series of our VMCs is designed for these factors. We choose high-quality components. These components ensure the spindle and machine body (the box) have excellent rigidity. This high rigidity meets the demands of heavy cutting.
| Component | Function in Spindle Stability | HIRUNG Advantage |
|---|---|---|
| Spindle Bearing | Supports the main shaft, absorbs axial and radial forces. | Use of P4 grade (or better) precision bearings for smooth, quiet operation and long life. |
| Machine Casting | Provides the structural base, dampens vibration. | Use of superior materials (high-grade cast iron) and heat-treated castings. |
| Motor System | Delivers power and torque to the spindle. | High-response motor with ample power reserve for continuous heavy-duty cycles. |
1.2 Precision Tool Interfaces for Reduced Vibration
A smooth-running spindle requires precision at the tool interface. Tool runout is a major enemy of spindle health. Runout causes uneven wear on the cutting tool. It also generates excessive vibration. This vibration damages the spindle bearings over time.
The Importance of High-Precision Tool Holders
We must use high-precision tool holders. Common holders include BT, CAT, and HSK types. The HSK interface is particularly good. It offers a contact on two surfaces (taper and face). This dual-contact design improves stiffness greatly. It minimizes deflection during high-speed and high-load cutting.
Our assembly process focuses on precision. The spindle taper (the cone where the tool fits) must be perfect. Our precision assembly technique ensures the taper and the tool holder match perfectly. This perfect fit reduces running wobble. It protects the critical components inside the spindle.
1.3 Advanced Thermal Management and Swarf Evacuation
Heat is another major threat to VMC precision. The spindle generates heat during high-speed rotation. This heat can cause thermal expansion. Thermal expansion leads to geometric inaccuracy. It also shortens the life of the spindle bearings.
We need proper thermal management. Some machines have a spindle chiller unit. This unit controls the temperature of the bearing housing. Thermal compensation is also a key feature. This software feature uses sensors to predict thermal growth. It then adjusts the axis position automatically. This keeps the cutting position accurate.
Optimizing Coolant and Chip Removal
Effective chip (swarf) evacuation is crucial. Chips left in the work zone can be re-cut. Re-cutting causes sudden increases in spindle load. It also damages the workpiece surface.
- High-pressure coolant delivery clears the chips fast.
- The coolant also removes heat from the cutting zone.
- Our EV series VMCs have optimized coolant nozzles. They also have a thoughtful chip conveyor design. This design ensures fast and effective removal of chips.
Proactive Guarding – Systematic Preventive Maintenance (PM)
High productivity means avoiding unplanned stops. Unplanned downtime is a direct result of ignoring small issues. A comprehensive Preventive Maintenance (PM) program is the only way to avoid this. PM shifts the focus from fixing things to preventing failure.
2.1 Daily and High-Frequency Checks
Machine operators must perform routine checks. These daily tasks are simple but essential. They are the first line of defense against major failures.
Essential Daily Spindle Health Check Points
| Frequency | Check Point | Purpose |
|---|---|---|
| Daily (Start) | Spindle Warm-up Cycle | Prepares the bearing grease and reduces thermal drift during the first cut. |
| Daily | Lubricant Levels and Pressure | Confirms the oil is flowing correctly to the bearings and ATC mechanisms. |
| Daily | Air Pressure and Dryer Status | Ensures clean, dry air for the tool unclamping cylinder and air purge system (prevents contamination). |
| Weekly | Spindle Taper Cleanliness | Removes any residue or chips from the taper to ensure the tool holder seats fully. |
Operators should use a high-quality spindle lubricant. We cannot use any cheap oil. The wrong lubricant will cause bearing failure quickly. The correct lubricant ensures long bearing life.
2.2 Periodic Accuracy Calibration and Deep Inspection
We must go beyond the daily checks. Deeper inspections should happen every quarter or half year. These checks use specialized tools. They measure the VMC’s core accuracy.
Advanced Techniques for Spindle Health Monitoring
- Vibration Analysis: We use vibration sensors on the spindle housing. This process checks for early signs of bearing wear. High-frequency spikes often point to a damaged bearing race or ball. This is an excellent predictive tool.
- Geometric Accuracy Calibration: The machine’s geometry changes over time. We use tools like a laser interferometer or a ball bar. This ensures the machine’s axes are straight and perpendicular again. Our strict accuracy testing standards at HIRUNG serve as a good benchmark for these periodic checks.
- Spindle Drawbar Force Test: The drawbar pulls the tool holder into the taper. Its pulling force must be correct. A weak drawbar force causes the tool holder to vibrate or fall out. We must test this force regularly and adjust the mechanism if needed.
We offer professional training and full support. We encourage customers to use our technical expertise. Our experts can perform these depth maintenance tasks regularly. Efficiency Boost – Optimized Processes and Smart Operation
The first two dimensions focus on keeping the machine healthy. This third dimension focuses on maximizing the actual cutting time. High productivity is about getting the most out of every minute the spindle is running. It moves beyond basic process knowledge. It requires smart manufacturing strategies.
3.1 Optimized Tool Paths and Programming Strategies
A standard tool path is often inefficient. It can create sudden, high load on the spindle. We must use modern programming techniques. These techniques maintain a constant spindle load.
Strategies for Efficient Material Removal
| Strategy | Goal and Benefit | Impact on Spindle |
|---|---|---|
| High-Efficiency Milling (HEM) | Uses a deep axial depth of cut but a small radial depth of cut. | Maintains a steady, moderate spindle load; reduces heat buildup; lowers vibration. |
| Trochoidal Milling | The tool moves in a circular path while moving forward. | Prevents sudden overload in corners or deep slots; ensures constant tool engagement. |
| Ramp-Down Techniques | Gradually increasing the depth of cut instead of a full plunge. | Protects the tool tip and spindle bearings from high impact loads. |
Our VMCs support advanced CNC functions. This allows our customers to use complex, optimized programs easily. These strategies boost the Material Removal Rate (MRR) greatly. They reduce stress on the spindle system at the same time.
3.2 Quick Tool Change and Setup Automation
Non-cutting time is wasted time. The spindle is not turning when the machine is setting up or changing tools. Reducing this non-cutting time is critical for high productivity.
Minimizing Spindle Idle Time
- Fast Automatic Tool Changer (ATC): A reliable and fast ATC system is essential. Our high-precision ATC system guarantees quick and accurate tool changes. This cuts the time between cutting operations.
- Off-Machine Tool Pre-setting: Tools should be measured away from the VMC. This process uses a tool pre-setter machine. It removes the need to touch-off tools inside the VMC. The spindle can keep running while the next job’s tools are being measured.
- Standardized Workholding: Quick-change fixture systems (like zero-point systems) are important. These systems allow operators to switch the entire vice and fixture plate fast. This minimizes the setup time between different jobs.
By minimizing these non-cutting steps, we keep the spindle turning. This translates directly into higher output per shift.
Conclusion: HIRUNG’s Commitment – Continuous Power for Global Smart Manufacturing
Keeping a VMC spindle turning for high productivity requires a complete strategy. It needs more than just simple maintenance. It is a Three-Dimensional Strategy.
- Quality Hardware is the foundation. It relies on superior materials and precision assembly.
- Proactive Maintenance is the safeguard. It ensures zero unplanned downtime.
- Process Optimization is the multiplier. It maximizes the effective cutting minutes.
HIRUNG is committed to this vision. We are committed to elevating the perception of Chinese manufacturing. We deliver the highest quality CNC machine tool in China. Our EV Series VMCs are built to embody this promise. They provide the robustness, precision, and reliability needed for continuous, high-volume production globally.
We believe that great machines, combined with smart operational strategies, unlock true production potential. We invite you to experience the difference. Start your project with a free quote. Let us work together. Let us make the world “love machine tools from made in China!”