Crafting precision components—whether a steel shaft for a motor or a perfectly smooth bore for an engine cylinder—depends on selecting the right machining process. Turning, milling, and boring are fundamental techniques performed on lathes, each offering unique capabilities for shaping metal or other materials. This comprehensive guide explores these processes in depth, detailing their mechanics, applications, advantages, and limitations. Whether you’re a machinist, engineer, or hobbyist, understanding the difference between turning, milling, and boring lathes will empower you to choose the best method for your project and achieve exceptional results.

What is Turning on a Lathe?
Definition
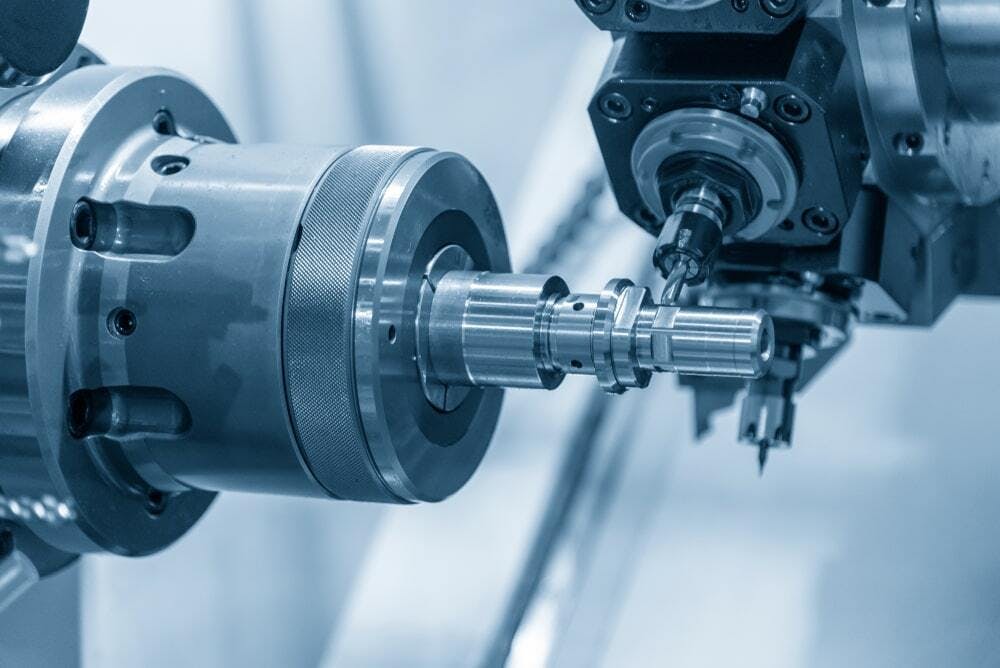
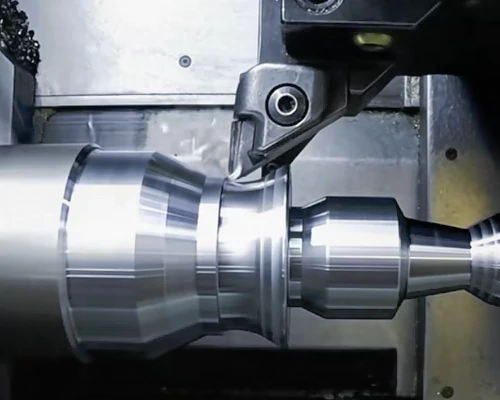
Turning is a machining process where a rotating workpiece is shaped by a stationary cutting tool, primarily to create cylindrical or conical parts. It’s the cornerstone of lathe operations, ideal for producing symmetrical, round components.
How It Works
In turning, the workpiece is secured in a chuck or between centers on a lathe—manual or CNC—and rotated at speeds ranging from 500 to 4,000 RPM, depending on material (e.g., steel, aluminum) and part size. A single-point cutting tool, typically carbide or high-speed steel, is fed into the spinning workpiece to remove material in a continuous, helical cut. For instance, reducing a 2-inch diameter steel rod to 1.5 inches at 800 RPM might take 5 minutes with a carbide insert, removing 0.01 inches per pass.
Applications
- Shafts: Essential for motors, axles, or transmissions.
- Bushings: Used in bearings or as spacers.
- Pulleys and Rollers: For belt or conveyor systems.
- Threads: External threading for bolts or screws.
Advantages
- High Precision: Achieves tolerances as tight as 0.01mm for cylindrical features.
- Efficiency: Fast setup and material removal for symmetrical parts.
- Simplicity: Straightforward process for basic geometries.
Limitations
- Shape Constraints: Restricted to rotational symmetry; unsuitable for complex, non-cylindrical shapes.
- Tool Wear: Continuous cutting increases wear, requiring frequent tool changes.
What is Milling on a Lathe?
Definition
Milling on a lathe uses a rotating cutting tool to remove material from a stationary or slowly moving workpiece, enabling the creation of features like slots or flats. This is often achieved with milling attachments or live tooling on CNC lathes.
How It Works
On traditional lathes, a milling attachment holds a multi-point cutter (e.g., a ½-inch end mill), which spins at 2,000–5,000 RPM while the workpiece remains fixed or rotates minimally. Modern CNC lathes with live tooling integrate milling directly, allowing the cutter to move along multiple axes. For example, milling a 0.25-inch wide keyway on a shaft involves securing the workpiece and feeding the spinning cutter along its length in a single pass.
Applications
- Keyways: For locking gears or pulleys onto shafts.
- Slots: For fasteners, guides, or aesthetic features.
- Flat Surfaces: Such as wrench flats on round parts.
- Contours: Shallow profiles or pockets with CNC live tooling.
Advantages
- Versatility: Adds non-cylindrical features without moving the workpiece to a milling machine.
- Single Setup: Combines turning and milling, reducing handling time.
- Compact Workflow: Ideal for shops with limited equipment.
Limitations
- Power Constraints: Lacks the rigidity and power of dedicated milling machines.
- Tooling Investment: Requires costly attachments or live tooling upgrades.
- Complexity: Setup and programming are more involved than basic turning.
What is Boring on a Lathe?
Definition
Boring refines or enlarges an existing hole using a single-point cutting tool, delivering exceptional precision and surface finish for internal diameters. It’s a critical process for parts requiring tight tolerances.

How It Works
The workpiece rotates on the lathe while a boring bar—equipped with a carbide insert—is fed into a pre-drilled or cast hole. For example, boring a 1-inch hole in an aluminum block to 1.5 inches at 600 RPM might involve a feed rate of 0.005 inches per revolution, taking several minutes for a smooth, precise finish. The process ensures chips are evacuated through the bore, maintaining accuracy.
Applications
- Engine Cylinders: For automotive or aerospace pistons.
- Bearing Housings: Ensuring perfect fits for bearings.
- Hydraulic Fittings: Precision holes for seals or connectors.
- Gun Barrels: For consistent internal dimensions.
Advantages
- Unmatched Precision: Tolerances as tight as 0.001mm for internal features.
- Superior Finish: Achieves Ra values below 0.8μm, minimizing friction.
- Customization: Adjustable boring bars allow fine-tuning of hole sizes.
Limitations
- Time-Intensive: Slower than drilling due to precision focus.
- Pre-Hole Required: Cannot initiate holes; relies on prior drilling or casting.
- Tool Reach: Limited by boring bar length and rigidity.
Key Differences Between Turning, Milling, and Boring
Process Mechanics
- Turning: Workpiece rotates, tool remains stationary—best for external cylindrical shapes.
- Milling: Tool rotates, workpiece is stationary or minimally moved—ideal for slots, flats, or contours.
- Boring: Workpiece rotates, tool moves linearly into the hole—perfect for internal precision.
Tooling
- Turning: Single-point tools (e.g., carbide inserts) for continuous cutting.
- Milling: Multi-point cutters (e.g., end mills) for intermittent cutting.
- Boring: Single-point boring bars, often adjustable, for internal refinement.
Material Removal
- Turning: Continuous helical chips from outer surfaces.
- Milling: Discrete chips from intermittent tooth engagement.
- Boring: Continuous chips evacuated through the hole.
Surface Finish
- Turning: Smooth, uniform cylindrical finishes with fine feeds.
- Milling: Varies with cutter and feed; may show tool marks.
- Boring: Ultra-smooth internal surfaces for critical applications.
Setup Complexity
- Turning: Simple, with minimal fixturing for round parts.
- Milling: Moderate, requiring attachments or live tooling setup.
- Boring: Moderate, needing precise alignment of boring bar.
When to Use Each Process
- Turning: Select for external cylindrical features like shafts, rods, or threads. It’s the fastest option for round parts with tight tolerances.
- Milling: Choose when adding slots, keyways, or flats to a cylindrical workpiece, especially if keeping it on the lathe saves time.
- Boring: Opt for boring when refining or enlarging holes to precise diameters, particularly for assemblies requiring smooth, accurate bores.
Comparison Table
| Aspect | Turning | Milling | Boring |
| Workpiece Motion | Rotates | Stationary or slow | Rotates |
| Tool Motion | Stationary | Rotates | Linear |
| Common Uses | Shafts, bushings | Slots, keyways | Precision holes |
| Precision | High (0.01mm) | Moderate to high | Very high (0.001mm) |
| Complexity | Simple to moderate | Moderate to complex | Moderate |
| Tooling | Single-point | Multi-point | Single-point (bar) |
| Surface Finish | Smooth cylindrical | Varies with cutter | Ultra-smooth internal |
| Speed | Fast for externals | Moderate | Slow for precision |
Practical Examples
- Shaft with Keyway:
- Turning: Reduce a 3-inch steel rod to 2 inches for the shaft body (10 minutes at 1,000 RPM).
- Milling: Cut a 0.5-inch keyway using a live-tool end mill (5 minutes at 3,000 RPM).
- Engine Cylinder:
- Drilling: Pre-drill a 1-inch hole in an aluminum block.
- Boring: Enlarge to 1.25 inches with a boring bar at 700 RPM for a mirror finish (8 minutes).
- Threaded Bushing:
- Turning: Shape a 2-inch bronze rod into a 1.5-inch bushing (6 minutes at 900 RPM).
- Thread Cutting: Add external threads using a threading tool (additional 4 minutes).
Combining Processes on CNC Lathes
Modern CNC lathes with live tooling blur the lines between turning, milling, and boring, allowing all three processes in one setup. For example, a single CNC lathe can:
- Turn a shaft’s outer diameter.
- Mill a keyway along its length.
- Bore an internal hole for a bearing—all without rechucking the workpiece. This integration boosts efficiency, reduces errors, and cuts production time.
Conclusion
Turning, milling, and boring are indispensable lathe operations, each tailored to specific machining needs. Turning excels at crafting external cylindrical parts with speed and precision. Milling brings versatility, adding slots and flats to enhance functionality. Boring ensures internal holes meet the highest standards of accuracy and finish. By understanding their differences and applications, you can optimize your workflow—whether on a manual lathe or a cutting-edge CNC system. For seamless integration of all three, consider advanced CNC lathes from manufacturers like HIRUNG, designed to elevate precision and productivity in every project.



